一.概述
漆包线是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过多次涂漆,烘焙而成。但要生产出即符合标准要求,又满足客户要求的产品并不容易,它受原材料质量,工艺参数,生产设备,环境等因素影响,因此,各种漆包线的质量特性各不相同,但都具备机械性能,化学性能,电性能,热性能四大性能。
概念及分类
1.什么是电磁线?
电磁线是一种具有绝缘层的电线,它是以绕组形式来实现电磁能的转化,又称为绕组线。
2.分类:
2.1 按导体材料可分为:铜,铝,合金
2.2 按绝缘材料可分为:漆包线,绕包线,无机绝缘线
2.3 按导体形状可分为:圆线,扁线,异型线
3.漆包线的分类
3.1 按绝缘材料分
3.1.1 缩醛漆包线
3.1.2 聚西酯漆包线
3.1.3 聚氨酯漆包线
3.1.4 改性聚酯漆包线
3.1.5 聚酯亚胺漆包线
3.1.6 聚酯亚胺/聚酰胺酰亚胺漆包线
3.1.7 聚酰亚胺漆包线
3.2 按漆包线的用途可分:
3.2.1 一般用途的漆包线(普通线)主要用于一般电机,电器,仪表。变压器等工作场合的绕组线如;聚酯漆包线,改性聚酯漆包线。
3.2.2 耐热漆包线;主要用于180℃及以上温度环境工作的电机,电器,仪表,变压器等工作场合的绕组线。如聚酯亚胺漆包线,聚酰亚胺漆包线,聚酯亚胺/聚酰胺酰亚胺复合漆包线。
3.2.3 特殊用途的漆包线;是指具有某种质量特性要求的漆包线,用于特定的场合的绕组线,如:聚氨酯漆包线(直焊性),自粘性漆包线
3.3 按导体材料分:铜线,铝线,合金线。
3.4 按材料形状分:圆线,扁线,空心线。
3.5 按绝缘厚度分:圆线:薄漆膜-1 厚漆膜-2 加厚漆膜-3
扁线:普通漆膜-1 加厚漆膜-2
二.型号,代号:及产品表示方法
1.符号,代号
1.1 系列代号:漆包绕组成:Q
1.2 导体材料:铜导体:T(省略)
铝导体:L
1.3 绝缘材料:油性类漆:Y(省略)
聚酯类漆:Z
改性聚酯类漆:Z(G)
缩醛类漆:Q
聚氨酯类漆:A
聚酰胺漆:X
聚酰亚胺漆:Y
环氧漆:H
聚酯亚胺漆:ZY
聚酰胺酰亚胺:XY
1.4导体的特性:扁线:B
圆线:Y(省略)
1.5漆膜厚度:圆线:薄漆膜-1 厚漆膜-2 加厚漆膜-3
扁线:普通漆膜-1 加厚漆膜-2
1.6热级用/XXX表示
2.型号
2.1漆包线产品型号是采用汉语拼音字母和阿拉伯数字组合的方法命名:其组成包括下列几个部份。
把以上几个部分按顺序组合到一起,便是漆包线产品型号。
3.漆包线产品用型号,规格:和标准编号表示。
3.1 产品表示方法举例;
A;聚酯漆包铜圆线,厚漆膜:热级为130标称直径1.000mm,
执行GB6109.7--90标准, 表示; QZ-2/130 1.000GB6109.7-90
B;聚酯亚胺漆包铜扁线;普通漆膜,热级180,a边为2.00mm,b边为6.300mm执行GB/T7095.4-1995表示为;QZYB-1/180 2.00X6.30 GB/T7095.4-1995
三.产品标准和试验方法标准;
漆包线
1.1 漆包圆线的产品标准;GB6109-90系列标准:
1.2 漆包扁线的产品标准:GB/T7095-i995系列
漆包圆线和扁线的试验方法标准:GB/T4074-1999
四 常用漆包线的特性和用途。
- 缩醛漆包线;热级为105和120两种,具有良好的机械强度,附着性,耐变压器油及耐冷媒性能,但该产品耐潮性能差,热软化击穿温度低,耐用苯-醇混合溶剂性能弱等缺陷,目前仅少量用于油浸变压器,充油电机的绕组。
- 聚酯及改性聚酯的漆包线,普通聚酯漆包线,热级为130,经改性后漆包线热级为155级。该产品机械强度高,并具有良好的弹性,耐刮,附着性,电气性能和耐溶剂性能,它是我国目前生产量最大的一个品种,约占三分之二:广泛应用在各种电机,电器,仪表,电讯器材及家电产品上;该产品的弱点是耐热冲击性能差,耐潮性能较低。
- 聚氨酯漆包线;热级等级为130.155.180.最大特点是具有直焊性,耐高频性能性好,易着色,耐潮性能好,广泛应于电子家电和精密仪器,电讯,仪表上,该产品弱点是机械强度稍差,耐热性能不高,且生产大规格线的柔韧性和附着性较差,因此该产品生产的规格以中小及微细线为多。
- 聚酯亚胺漆包线,热级180该产品耐热冲击性能好,耐软化击穿温度高,机械强度优良,耐溶剂及耐冷冻剂性能均较好,弱点是在封闭条件下易水解,广泛用于耐热要求高的电机,电器,仪表,电动工具电力干式压器等绕组。
- 聚酯亚胺/聚酰胺酰亚胺复合层漆包线糸目前在国内外使用较为广泛的耐热漆包线,其热级为200,该产品耐热性高,还具有耐冷冻剂,耐严寒,耐辐射等特性,机械强度高,电气性能稳定,耐化学性能和耐冷冻剂性能好,超负荷能力强。广泛应用于冰箱压缩机,空调压缩机,电动工具,防爆电动机及高温,高寒,耐辐射,超负荷等条件下使用的电机,电器。
五.检验和试验
产品制造出来以后,其外观,尺寸及性能是否符合产品的技术标准和用户的技术协议的要求,必须通过检验束判断,经过测量;试验,与产品的技术标准或用户在技术协议对比,符合要求的则是合格,反之,则为不合格,通过检验可反应漆包线产品质量的稳定性及材料,工艺的合理性,所以,质量检验具有把关,预防和鉴别的作用。漆包线检验的内容包括;外观和尺寸的检验测量,性能的测试。其中性能包括:机械性能,化学性能,热性能和电性能。现在我们主要对外观,尺寸进行讲解。
1.漆包线表面(外观)应光洁,色泽均匀,无粒子,无氧化,发毛,阴阳面,黑斑点,脱漆等影响性能的缺陷,排线应整齐,平整紧密,地绕在线盘上,不压线,收放自如影响表面的因素很多,它与原材料,漆料,设备,工艺,环境等因素有关。
2.尺寸
2.1 漆包圆线尺寸包括:外形尺寸(外经)D
导体直径 d
导体偏差 △d
导体的圆度 f
漆膜的厚度 t
2.1.1 外径是指;导体涂上一层绝缘漆膜后所测得的直径。
2.1.2 导体直径;是指去除绝缘层后金属线
2.1.3 导体偏差;是指导体直径的实测值与标称值之间的差。
2.1.4 不国度(f)值是指导体每个截面上测量的最大读数和最小读数的最大差值。
2.2 测量方法;
2.2.1测量工具;微米干分尺,精确度0.001mm
漆包圆线,d<0.100mm 测力0.1-1.0N
d≥0.100mm 测力I-8N
漆包扁线 测力4-8N
2.2.2 外径
2.2.2.1 (圆线)当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
2.2.2.2 当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
2.2.2.3 (扁线)相距各100mm3个位置上各测量宽边和窄边尺寸1次,取其3个测量值的平均值作为宽边和窄边的外形尺寸。
2.2.3 导体尺寸
2.2.3.1 (圆线)当导体标称直径d≤0.200mm时,在相距各1m的3个位置用不损伤导体的任何方法除去绝缘各测量1次导体直径:取其平均值作为导体直径。
2.2.3.2 当导体标称直径d>0.200mm时,用不损伤导体的任何方法除去绝缘,沿导体圆周均分的三个位置分别测量,取其三个测量值的平均值作为导体直径。
2.2.2.3 (扁线)相距各100mm3个位置上,用不损伤导体的任何方法除去绝缘,分别测量宽边和窄边尺寸1次,取其3个测量值的平均值作为宽边和窄边的导体尺寸。
2.3 计算
2.3.1 偏差=d实测-d标称
2.3.2 f值=导体每个截面上测量的任何直径读数的最大差值
2.3.3 t=D-d 实测
举例1.观有一盘QZ-2/1300.710mm的漆;包线,测量数值如下
外径;0.780 0.778 0.781;0.776 0.779 0.779;导体直径;0.706 0.709 0.712;求其的外径,导体直径,偏差,f值,漆膜厚度,并进行判断是否合格。
解:D=0.780+0.778+0.781+0.776+0.779=0.7796
d=0.706+0.709+0.712=0.709mm
偏差=d实测-d标称=0.709-0.710=-0.001mm
f=0.712-0.706=0.006
t=D-d实测=0.779-0.709=0.070mm
经测量,该规格漆包线尺寸符合标准要求。
2.3.4扁线;加厚漆膜 0.11<&≤0.16mm
普通漆膜 0.06≤&≤0.11mm
Amax=a+△+&max
BmaX=b+△+&maX
当A B的外径尺寸不超过Amax Bmax时,允许漆膜厚度超过&max
标称尺寸a(b) 偏差
A(b)≤3.15 ±0.030
3.155 6.30 12.5 举例2,观有扁线QZYB-2/180 2.36×6.30mm,测得尺寸, A; 2.478,2.471,2.469 a;2.341,2.340,2.340 B; 6.450,6.448,6.448, b;6.260,6.258,6.259, 求其漆膜厚度,外径,导体,并进行判断。 解:A=2.478+2.471+2.469=2.473 B=6.450+6.448+6.448=6.449 a=2.341+2.340+2.340=2.340 b=6.260+6.258+6.259=6.259 漆膜厚度;a边;2.473-2.340=0.133mm b边;6.499-6.259=0.190mm 产生导体尺寸不合格的原因除半成品导线有隐性缺陷或规格不均匀外,主要是涂漆过程放线张力:各部分毛毡夹松紧度调整不当或放线和导轮转动不灵活,把线拉细。 漆膜绝缘尺寸不合格主要是毛毡松紧调整不合适或配模不当及模具没有装好。另外,工艺速度,漆的粘度,固体含量等的变化也会影响漆膜厚度。 3.性能 3.1 机械性能:包括伸长率,回弹角,柔软度和附着性,刮漆,抗拉强度等项目。 3.1.1 伸长率反映材料的塑性变性,用其来考核漆包线的严展性。 3.1.2 回弹角,柔软度则反映材料的弹性变形:用其来考核漆包线的柔软度。 伸长率和回弹角,柔软度的好坏反映了铜材质量和漆包线退火程度影响漆包线伸长率:回弹角主要因素为(1)线材质量:(2)外力的影响。(3)退火的程度有关。 3.1.3 漆膜的韧性包括卷绕,拉伸,即漆膜随导体拉伸变形而不破裂的允许拉伸变形量。 3.1.4 漆膜的附着性包括:急拉断,剥离,主要考核漆膜对导体的附着性能力。 3.1.5 漆包线漆膜的耐刮试验,反映漆膜抗机械刮伤的强度。 3.2 耐热性能;包括热冲击和软化击穿试验 3.2.1 漆包线的热冲击是体观漆包线的漆膜在机械应力作用下对热的承受能力。 影响热冲击的因素;(1)漆料的影响,(2)铜线的影响,(3)漆包工艺的影响 3.2.3 漆包线的软化击穿性能是衡量漆包线的漆膜在机械力作用下忍受热变形的能力,即受压力的漆膜在高温下塑化变软的能力。漆包线漆膜耐热软化击穿性能高低决定于漆膜的分子结构得其分子链间作用力的大小, 3.3 电性能;包括击穿电压:漆膜连续性,直流电阻试验。 3.3.1 击穿电压是指漆包线漆膜所承受的电压负荷的能力。影响击穿电压主要因素:(1),漆膜厚度:(2)漆膜圆整度,(3),固化程度。(4),漆膜中的外界杂质。 3.3.2 漆膜连续性试验也叫针孔 它主要的影响因素,(1)原材料的影响:(2)操作工艺得影响:(3)设备的影响。 3.3.3 直流电阻是指单位长度里所测得的电阻值。 影响电流电阻主要:(1)退火程度,(2)漆包设备。 3.4 耐化学性能:包括耐溶剂性能,直焊性。 3.4.1 耐溶剂性能指一般漆包线在绕制成线圈后:要经过浸渍过程,浸渍漆中的溶剂对漆膜有不同程度的溶胀作用在较高的温度下更甚。漆包线漆膜的耐化学性能主要决定于漆膜本身的特性:在漆料一定条件下漆包工艺对漆包线的耐溶剂性能也有一定的影响。 3.4.2 漆包线的直焊性能,反映漆包线在不去除漆膜绕制加工过程中焊锡的能力。影响直焊性的主要因素为:(1):工艺的影响,(2)漆料的影响。 为了提高产晶质量,预防和减少不合格产生,把不合格因素解决在生产过程中,特别提倡操作工进行自检:所谓自检就是操作工根据工艺规程对产品(成品,半成品,在制品)的尺寸,排线,及表面等质量的检查。 6.1 首件检查;在上盘;换规格:调换模具,调换原材料;工艺调整时应对产晶的规格;尺寸:表面及排线进行检查。比如,拉丝换模具;首先你要对模具的合理进行确认,穿模以后试拉;检查尺寸是否符合规定要求,表面是否光洁;经过一段时间后再检查一下;漆包线操作工在接头时;先要对裸线的尺寸进行测量;表面是否光洁;有无缺陷,排线是否完好。 6.2 生产过程中进行检查,要严格执行工艺和设备操作规程,进行“勤看”,“勤测”,“勤检”,保证产品内外一致。 6.3 完工检查;产品制造出来后,每一盘进行尺寸,表面,排线及标签等检查。还模拟一些试验进行初步判断,如小规格的用两手抓紧一根线,用力拉断,用手摸一下这根线,表面是否发毛;如发毛则说明这根线的漆膜弹性不好,大规格的线则对折一下,弯曲处是否开裂等。 6.4 互检,应对上一通工序下来的在在制品,半成品和上一班交下来的产品进行检验,合格的接收,不合格的则绝收。 6.5 只有通过自检,认为合格的,才能送专职检验人员进行检验,只有一环紧扣一环;层层把关:才能减少不合格的产生,只有共同努力,人人把关,才能实现零缺陷的品质,才能使顾客满意,才能使我们的产品在激烈的市场竞争中占有一席之地。 六.自检
-
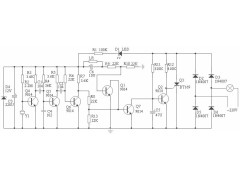
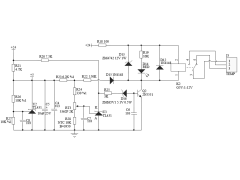 一款高温报警电路2024年11月13日 81
一款高温报警电路2024年11月13日 81 -
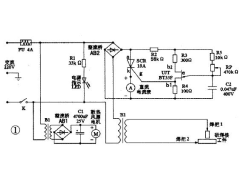
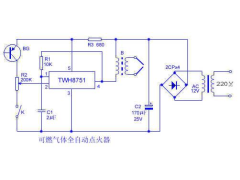 可燃气体全自动点火器2012年09月22日 76
可燃气体全自动点火器2012年09月22日 76 -
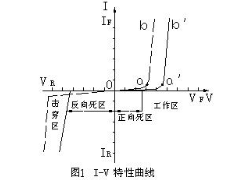 LED参数与特性2012年09月18日 118
LED参数与特性2012年09月18日 118 -
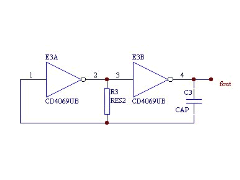 RC振荡电路的几种接法2012年09月10日 221
RC振荡电路的几种接法2012年09月10日 221 -
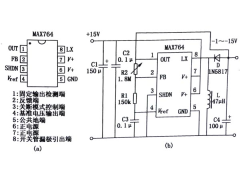 MAX764极性反转电路2012年08月24日 47
MAX764极性反转电路2012年08月24日 47 -
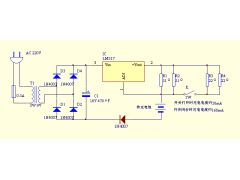 实用恒流充电器2012年08月18日 175
实用恒流充电器2012年08月18日 175 -
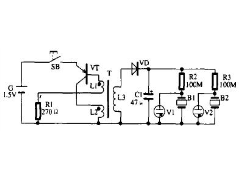 电子催眠器制作2012年08月15日 72
电子催眠器制作2012年08月15日 72 -
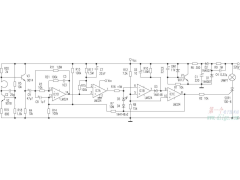 多普勒自动电子开关2012年08月02日 78
多普勒自动电子开关2012年08月02日 78
-
 常用物质金属非金属的电阻率、导电率明细表2024年11月23日 4874
常用物质金属非金属的电阻率、导电率明细表2024年11月23日 4874 -
 自制微型交流电焊机2012年07月14日 1143
自制微型交流电焊机2012年07月14日 1143 -
 声光控延时开关的制作2024年07月06日 915
声光控延时开关的制作2024年07月06日 915 -
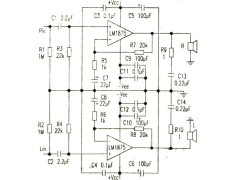 用LM1875替找TDA20302012年09月15日 777
用LM1875替找TDA20302012年09月15日 777 -
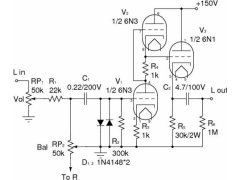 6N3+LM4780功放制作2012年09月13日 653
6N3+LM4780功放制作2012年09月13日 653 -
 小型太阳能供电板的制作2012年09月08日 649
小型太阳能供电板的制作2012年09月08日 649 -
 简单的逆变器电路2012年07月08日 560
简单的逆变器电路2012年07月08日 560 -
 1000米晶体稳频FM立体声发射机2012年07月22日 499
1000米晶体稳频FM立体声发射机2012年07月22日 499